Exclusive products thanks to manual work
Family tradition since 1921
Burnt in Germany

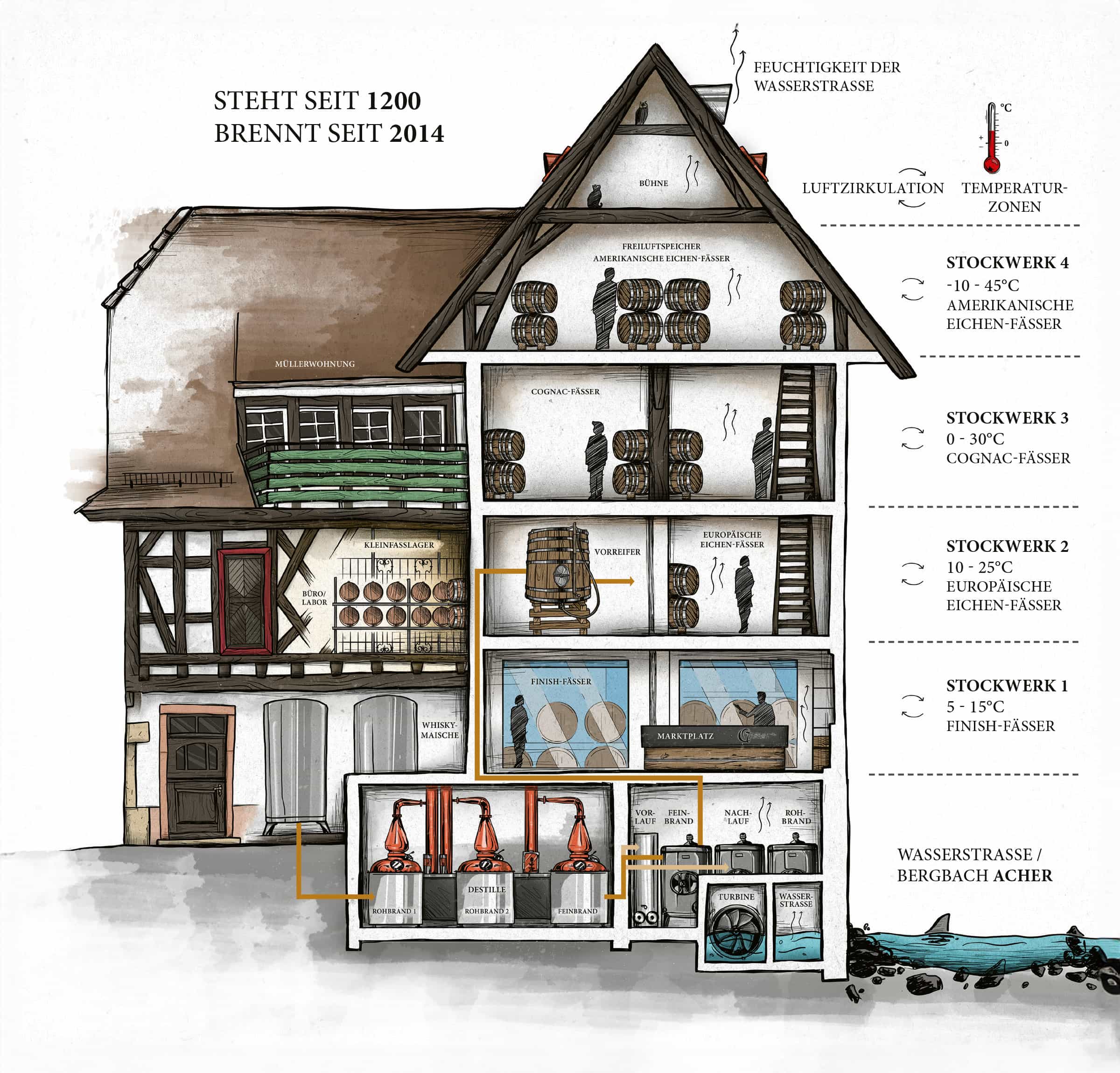
EMILL whisky is distilled in a whisky distillery in the style of a classic pot still. Only whisky is distilled in this still. Cask maturation in the historic walls of the mill is one of the many secrets of our whisky. The barrels are stored over 4 floors, each in different temperature and climate zones. Freezing cold in winter, tropical heat in summer, accompanied by the humidity of the waterway that runs under the mill. A wonderful interplay of factors that make up the unique "heartbeat" of EMILL.
For Michael Scheibel, one thing was clear from the outset: the distillery, which was specially developed for the old mill, would be used exclusively for distilling whisky. Together with a renowned plant manufacturer, they interpreted the classic system of traditional pot still distilleries in a modern way and optimized it for their own ideas and requirements. The result: three unique hand-hammered copper stills with typical swan necks, in which the finest single malt whisky is distilled today. The spirit of the old mill - it has returned.
Twice fired. Simply brilliant. The rising distillate comes into contact with a large copper surface in two wide raw distillation kettles and one fine distillation kettle, each with a capacity of 1,000 liters. The special cap helmets, also known as swan necks, which flow slightly upwards into the cooler, ensure a particularly fine base distillate. Between the two discontinuous distillation processes, the distillate is allowed a relaxed resting phase.




The Scheibel Whisky Mill
Another special feature of our distilling process is that the heart of the distillate is allowed to recover for 48 hours in the 2,000 liter oak pre-maturer. From this point onwards, the distillate is no longer pumped, as this basically means "stress" for the distillate. Bottling in oak barrels takes place in free fall, by gravity alone. Things then continue in an exciting way exclusively for our head distiller, as the storage of our single malt in the Scheibel Mühle is anything but conventional and boring.
The whisky miracle takes place in the barrel. Over time, EMILL gains color and aroma from the oak wood - and loses a little of its substance, fortunately. This is because the barrels are allowed to "breathe" in the Scheibel Mühle for at least 3 years and a day: fresh mountain stream air flows in at the bottom and out again at the top through the different temperature zones of the floors. This "breathing" draws moisture out of the barrels and makes the maturation over the seasons on each floor unique. Just like EMILL. Barrel-aged on 4 floors in the historic mill: icy cold and summer heat, accompanied by the humidity of the waterway (Bergbach Acher) make up the "heartbeat" of EMILL.






The Scheibel Whisky Mill
Each EMILL bottle is corked, sealed and finished by hand. Each bottle is given its finishing touch and becomes truly unique. EMILL is more than just whisky - it is the result of dedication and traditional craftsmanship. Each bottle tells the story of careful production and brings the soul of Scheibel Mühle to your home. Experience the craftsmanship that makes EMILL an incomparable whisky.


The Scheibel Whisky Mill
The mill on the picturesque River Acher has been owned by the Scheibel family since 1890. The listed building has been carefully restored and converted into a whisky distillery. Inside, historical details such as the old flour sack chute and the transmissions have been preserved, reminiscent of its former use as a flour mill and bakery at Grüner Winkel 7. A turbine from 1954 in the cellar still supplies the energy required today, with the surplus going directly to the distillery and the public grid. This means that a large proportion of the energy for the production of EMILL whisky is generated sustainably using hydropower.


Gold Distillery Monday-Friday: 8 am - 5 pm Saturday: 10 am - 1 pm Closed on Sundays & public holidays Scheibel Whisky Mill Friday: 1 pm - 5 pm Saturday: 10 am - 1 pm Closed on Sundays & public holidays
Please note special opening hours (start page)!